
擋邊皮帶輸送機技術參數
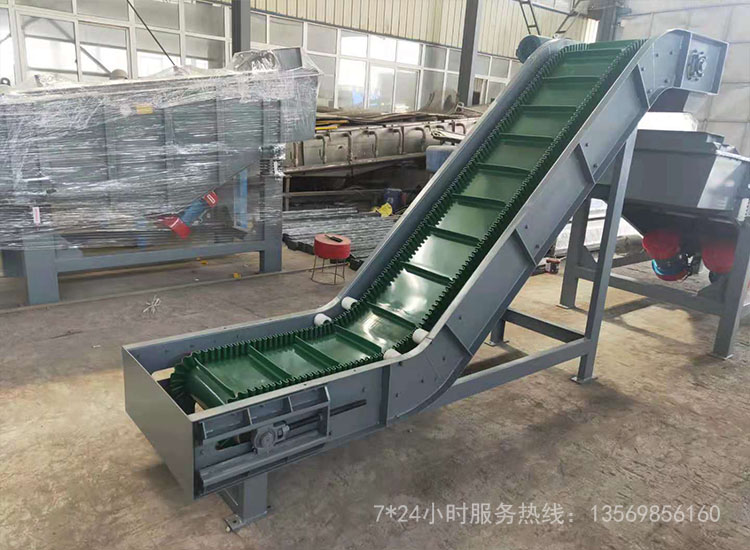
擋邊帶式輸送機是在平形橡膠運輸帶兩側粘上可自由伸縮的橡膠波形立式“裙邊”,在裙邊之間又粘有一定強度和彈性的橫隔板組成匣形斗,使物料在斗中進行連續輸送的一種皮帶輸送設備。該輸送機可廣泛用于煤炭、糧食、建材、化工、水電和冶金等部門,在環境溫度為-19℃~+40℃范圍內,輸送堆積比重為0.5-2.5t/m3的各種散狀物料。對于輸送有特殊要求的物料,如高溫、具有酸、堿性、油類物質或有機溶劑等成分的物料,需采用特殊的擋邊輸送帶。

擋邊皮帶輸送機型號選型
| 帶寬B(mm) | 300 | 400 | 500 | 650 | 800 | |||||||||
| 擋邊高(mm) | 40 | 60 | 60 | 80 | 80 | 120 | 120 | 160 | 120 | 160 | 200 | 240 | ||
| 部分輸送傾角輸送量Q/h | 30° | 15 | 14 | 20 | 34 | 46 | 71 | 104 | 120 | 128 | 157 | 195 | 235 | |
| 45° | 11 | 10 | 14 | 26 | 35 | 57 | 83 | 97 | 102 | 127 | 157 | 195 | ||
| 60° | 8 | 7 | 10 | 18 | 25 | 40 | 58 | 69 | 72 | 90 | 112 | 142 | ||
| 90° | 4 | 4 | 5 | 10 | 13 | 21 | 31 | 37 | 38 | 48 | 60 | 76 | ||
| 外型尺寸 | 頭輪中心高H/h(MM) | 350-100 | 1100-2000 | 1300-2000 | 1300-2000 | |||||||||
| 尾輪中心高H/h(MM) | 335 | 330-490 | 600 | 600 | 600-800 | |||||||||
| 中間段帶面高H/h(MM) | 450 | 500-700 | 760-800 | 800-850 | 800-1115 | |||||||||
| 中間段地腳寬B/h(MM) | 480 | 580 | 870 | 1020 | 1220 | |||||||||
| 帶寬B(mm) | 1000 | 1200 | 1400 | |||||||||||
| 擋邊高(mm) | 120 | 160 | 200 | 240 | 160 | 200 | 240 | 300 | 160 | 200 | 240 | 300 | 400 | |
| 部分輸送傾角輸送量Q/h | 30° | 172 | 216 | 267 | 327 | 275 | 331 | 419 | 466 | 319 | 395 | 500 | 564 | 794 |
| 45° | 137 | 175 | 216 | 271 | 222 | 267 | 347 | 384 | 258 | 318 | 414 | 465 | 680 | |
| 60° | 96 | 124 | 153 | 197 | 158 | 190 | 253 | 178 | 184 | 226 | 302 | 337 | 524 | |
| 90° | 51 | 66 | 83 | 106 | 85 | 102 | 136 | 149 | 98 | 121 | 162 | 180 | 281 | |
| 外型尺寸 | 頭輪中心高H/h(MM) | 1400-2000 | 1600-2000 | |||||||||||
| 尾輪中心高H/h(MM) | 600-800 | 800-1000 | 800-1200 | |||||||||||
| 中間段帶面高H/h(MM) | 800-1200 | 1050-1500 | 1050-1700 | |||||||||||
| 中間段地腳寬B/h(MM) | 1440 | 1690 | 1890 | |||||||||||
擋邊皮帶輸送機結構工作原理
擋邊帶式輸送機采用“Z”形布置形式,主要有上水平段、下水平段和傾斜段組成,具體內容如下。
1.上水平段:為了適應不同的卸料高度的要求,頭架分為低頭架(頭架高度H0=1000mm),中式頭架(頭架高度H0=1100~1500mm)和高式頭架(頭架高度H0=1600~2000mm)。并與之相應,在上水平段分別配用低式凸弧段機架和低式中機架支腿(配用頭架高度H0=1000mm),中式凸弧段機架和中式中間架支腿(配用頭架高度H0=1100~1500mm), 高式凸弧段機架和高式中間架支腿(配用頭架高度H0=1600~2000mm)。
2.傾斜段:無論上水平段采用的是低式、中式、或是高式中間架支腿,傾斜段均采用低式中間架支腿。當輸送機傾角β≧45°時,推薦采用Ⅱ型低式中間架支腿。
3.下水平段:下水平段采用低式中間架支腿。
1、皮帶輸送機可輸送的物料種類繁多,既可輸送各種散料,也可輸送各種紙箱、包裝袋等單件重量不大的貨物,用途廣泛。
2、結構形式多樣,有槽形膠帶輸送機、平型帶式輸送機、爬坡皮帶式輸送機、側傾皮帶輸送機、轉彎皮帶輸輸機等多種形式,輸送帶上還可增設推板、側擋板、裙邊等附件,能滿足各種工藝要求。
3、輸送帶有橡膠、帆布、PVC、PU等多種材質,除用于普通物料的輸送外,還可滿足耐油、耐腐蝕 、防靜電等有特殊要求物料的輸送。
4、采用專用的食品級輸送帶,可滿足食品、制藥、日用化工等行業的要求。
5、輸送平穩,物料與輸送帶之間沒有相對運動,能夠避免對輸送物的損壞。
6、與其它皮帶機相比噪音較小,適合于工作環境要求比較安靜的場合。
7、皮帶輸送機結構簡單、便于維護、能耗較小、使用成本低。
8、規格:標準輸送帶寬度為500mm、650mm、800mm、1000mm、1200mm等,也可按客戶需求采用其它特殊規格
擋邊皮帶輸送機安裝使用注意事項
設備的安裝
一條皮帶機能否達到設計、安裝要求并能正常平穩運轉,主要取決于驅動裝置、滾筒以及尾輪的安裝精度,皮帶機支架的中心是否和驅動裝置及尾輪的中心線重合,所以安裝時的放線尤為重要。
(1)放線我們可用經緯儀在機頭(驅動裝置)和機尾(尾輪)之間打出標記,再用墨斗逐點彈線,使機頭和機尾之間的中心線連成一條直線,用此方法放線能保證較高的安裝精度。
(2)驅動裝置的安裝驅動裝置主要由電機、減速機、驅動滾筒、支架等幾部分組成。
首先,我們把驅動滾筒和支架組裝、放置到預埋板上,在預埋板與支架之間放置鋼墊板,用水平儀找平,保證支架的四個點之間的水平度小于等于0.5mm。
然后,找出驅動滾筒的中分線,把線墜放置在中分線上,調整驅動滾筒縱向和橫向中分線與基礎中心線重合。
在調整驅動滾筒標高時,還要考慮為電機、減速機標高的調整預留一定的余量。由于電機與減速機的連接在設備制造時已經在支架上調整完畢,所以我們的任務是找正、找平,并保證減速機與驅動滾筒之間的同軸度。
調整時,以驅動滾筒為基準,由于減速機與驅動滾筒的連接為尼龍棒彈性連接,同軸度的精度可適當放寬,調整至徑向小于等于0.2mm,端面不大于2/1000。
(3)尾輪的安裝尾輪由支架和滾筒兩部分組成,其調整步驟與驅動滾筒相同。
(4)支腿、中間架、托輥支架、托輥的安裝皮帶機支腿大部分形狀為H型,其長度和寬度根據皮帶長度和寬度、皮帶運輸量等的不同而不同。
下面,我們以寬度為1500mm支腿為例,具體操作方法如下:
① 先量出寬度方向的中心線,做出標記。
② 把支腿放在基礎上的預埋板上,用線墜垂線,使支腿寬度方向的中心線與基礎中心線重合。
③ 在基礎中心線上任意一點(一般以1000mm以內為宜)做一標記,以此標記為基點,用盒尺分別測得此點到兩支腿的距離,根據等腰三角形原理可知,當兩尺寸相等時,支腿即找正。
④ 焊牢支腿,即可裝中間架,它是由10或12號槽鋼制作而成,在槽鋼寬度方向上鉆有直徑12或16mm的排孔,是連接托輥支架用的。中間架與支腿的連接形式為焊接,安裝時應用水平儀測量,以保證中間架的水平度和平行度,平行度方向上的兩槽鋼,上面的排孔要采用對角線測量法進行對稱度的找正,以保證托輥支架、上調心支架的順利安裝。
⑤ 把托輥支架裝在中間架上,用螺栓連接,把托輥裝在托輥支架上。需注意的是,在落料口的下方的托輥為四組橡膠托輥,起緩沖、減震作用。
⑥ 把下平行托輥和下調心托輥裝上
擋邊皮帶輸送機故障分析
一、 皮帶輸送機輸送帶的打滑及解決辦法 輸送帶在運行中,打滑的原因是多方面的,常見的原因及解決辦法有:
1、 初張力太小。輸送帶離開滾筒處的張力不夠造成輸送帶打滑。這種情況一般發生在啟動時,解決的辦法是調整拉緊裝置,加大初張力。
2、 傳動滾筒與輸送帶之間的摩擦力不夠造成打滑。其不要原因多半是輸送帶上有水或環境潮濕。解決辦法是在滾筒上加些松香末。但要注意不要用手投加,而應用鼓風設備吹入,以免發生人身事故。
3、 尾部滾筒軸承損壞不轉或上下托輥軸承損壞不轉的太多。造成損壞的原因是機尾浮沉太多,沒有及時檢修和更換已經損壞或轉動不靈活的部件,使阻力增大造成打滑。
4、 啟動速度太快也能形成打滑。此時可慢速啟動。如使用鼠籠電機,可點動兩次后再啟動,也能有效克服打滑現象。
5、 輸送帶的負荷過大,超過電機能力也會打滑。此時打滑有利的一面是對電機起到了保護作用。否則時間長了電機將被燒毀。但對于運行來說則是打滑事故。克服輸送帶打滑現象,首先要找到打滑原因,方可采取有效解決措施。
二、 皮帶輸送機輸送帶的跑偏及其處理
皮帶輸送機運行時輸送帶跑偏是常見的故障之一。跑偏的原因有多種,其主要原因是安裝精度低和日常的維護保養差。
安裝過程中,頭尾滾筒、中間托輥之間盡量在同一中心線上,并且相互平行,以確保輸送帶不偏或少偏。另外,帶子接頭要正確,兩側周長應相同。
在使用過程中,如果出現跑偏,則要作以下檢查以確定原因,進行進行調整。輸送帶跑偏時常檢查的部位和處理方法有:
1、 檢查托輥橫向中心線與皮帶輸送機縱向中心線的不重合度。如果不重合度值超過3mm,則應利用托輥組兩側的長形安裝孔對其進行調整。具體方法是輸送帶偏向哪一側,托輥組的哪一側向輸送帶前進的方向前移,或另外一側后移。
2、檢查頭、尾機架安裝軸承座的兩個平面的偏差值。若兩平面的偏差大于1mm,則應對兩平面調整在同一平面內。頭部滾筒的調整方法是:若輸送帶向滾筒的右 側跑偏,則滾筒右側的軸承座應當向前移動或左側軸承座后移;若輸送帶向滾筒的左側跑偏,則滾筒左側的軸承座應當向前移動或右側軸承座后移。尾部滾筒的調整 方法與頭部滾筒剛好相反。
3、 檢查物料在輸送帶上的位置。 物料在輸送帶橫斷面上不居中,將導致輸送帶跑偏。如果物料偏到右側,則皮帶向左側跑偏,反之亦然。在使用時應盡可能的讓物料居中。為減少或避免此類輸送帶跑偏可增加擋料板,改變物料的方向和位置。






